In recent decades, many of the innovative technologies of the automotive industry have benefited from advances in electronic technology. Although almost no functions on most vehicles today are not affected by electronic devices, innovations in electronic devices have considerable potential, especially in terms of ride comfort and safety applications. It is predicted that the contribution of electronic devices to typical vehicles will continue to increase, from the current 20% to nearly 40% in 2030. As the number of electronic control units and applications grows steadily, and, most importantly, the degree of networking of these units and applications continues to increase, so that system-level and vehicle-level complexity will increase.
This article refers to the address: http://
Increasing complexity of electronic systems
With the increasing popularity and complexity of automotive electronic systems, the risk of failure caused by electronic devices will increase significantly. According to a survey conducted by the German Automobile Association (ADAC) in 2005, electrical and electronic system problems remain the most common cause of car breakdowns. Although faults caused by defects in microcontrollers, sensors, power semiconductors, and other semiconductor products (where the most common faults are caused by batteries), the proportion of total number of vehicle faults is statistically negligible, but the semiconductor industry, as The first link in the automotive industry chain still has a specific responsibility for vehicle quality and reliability. The semiconductor industry has managed to significantly reduce the chip's defect rate, but still needs further improvement - its target defect rate must be less than one in a million. Each car has about 50 electronic control units, each consisting of about 300 electronic components, and one millionth of the defect rate is still equivalent to 15,000 potential failures per million vehicles (although In fact, failures caused by some electronic components can be avoided by the system manufacturer's redundant design). 
Automotive Excellence Program
Ultimately, our goal is to avoid defects from the start, not just to reduce failure rates through fault tracing. Infineon's long-term plans, such as the Automotive Excellence program, have systematically improved the production process and its management to help improve the quality of semiconductor products to the necessary level (Figure 1). The Automotive Excellence program identifies four main areas: products, production, people, and processes, and sets very ambitious goals. The goal of the program is to reduce the failure rate of each million chips to zero. This article will explore how to achieve this from both production and personnel levels.

Figure 1 Infineon's Automotive Excellence program covers products, production, people and processes.
Supporting this program includes management systems, zero defect culture, and various tools and basic quality management methods.
Production and qualification are two links in the process chain, starting with customer-oriented product specifications and development, up to the most important final testing and logistics stages. On average, producing a chip involves 400 steps (Figure 2). Large defects and defects that occur after the entire system has been assembled can only be discovered in the final test of the finished product, which must be traced back to the beginning of the process chain. It takes a few weeks for the chip to check the entire production process, correct the problem and learn from it, so this is a very laborious process. Infineon has introduced comprehensive testing and remediation measures throughout the process chain to enable defects to be discovered as early as possible, even during the specification development and development phases.

Figure 2 A dust-free workshop for a fab that produces chips. On average, it takes 400 steps to produce a chip, and it takes about three months from the first step of production to the final test.
In principle, the reliability of the product is already at the design stage, so demand management, as a unified measure of Infineon, is now part of the Automotive Excellence program. Record all requirements for the product in a complete and systematic manner as early as possible in the product specification phase. These requirements are reviewed at each stage of product development to ensure that these requirements are fully met.
At the beginning of the product design, Infineon began to simulate the use of the product in practical applications. Major customers are closely involved in the product technology design phase. Analyze and evaluate the source of the fault and its hidden hazards, and develop accordingly. In this process, Infineon adopts a systematic approach that covers the chip, the electrical connection to the chip package, the package, the interaction of the chip and package, the expected effects in the production process, and the expected impact in the actual application environment. .
evaluate risk
The product development process will also be modified based on the increased quality requirements of automotive electronics. Infineon has set up a Design Change Control Working Group whose tasks include assessing the potential risks of making changes after the product specification has been completed. Infineon has also set up a design verification working group that is independent of the development team and whose main task is to verify that the product design meets the product specifications.
Risk assessment is also a key part of other process steps. Failure mode and effect analysis is a tool-based risk analysis method that runs through the entire process. For chip design, production and packaging, and chip-oriented applications, potential risk analysis is performed to assess the identified risks and then take action to reduce the risk.
Determining the reject ratio at the batch, wafer, and product grades also helps ensure quality levels (Figure 3). Infineon inspects all products and eliminates those unusual batches. This approach may increase costs at first, but it is not the case: once a batch of material is eliminated, remedial measures are implemented, and the actual benefits are more than the negative impact of this measure on production.
Figure 3 The fab is the source of chip manufacturing. The wafer is a circular silicon disk with a diameter of typically 200 mm or 300 mm.
Depending on the size of the wafer and the complexity of the integrated circuit - one wafer can produce between 100 and 2,000 chips simultaneously
Although various precautions and other measures have been taken to improve quality, quality problems still arise. In this case, all necessary data related to the batch should be retrieved whenever possible. Infineon clearly separates each batch in the production process to ensure that this can be done. Mastering first-hand related information can limit the distribution of defective batches and minimize the number of affected products. However, such a system is quite complex and costly, so it is only suitable for products that play a significant safety role, such as those used for airbags.
Further steps taken by Infineon in its Automotive Excellence program are multiple feedback opportunities across all aspects of the process chain. The entire production process is accompanied by a steady stream of upstream information. Thanks to advances in computer-aided modeling technology, it is now possible to determine the electronic functions of analog or mixed-signal chips and to study the interaction of chips with other systems and software before starting actual production.
After each process step in the production process, the output parameters are statistically checked to identify potential sources of defects as quickly as possible. The process infrastructure that provides direct measurement of device parameters such as sensors is important in this segment because they immediately identify product differences and allow operators to respond instantly at each stage of the process. The benefits of this system include: stability throughout the process chain, reduced cost and effort for analyzing and troubleshooting root causes, lower loss and product differentiation, and faster overall production processes. Infineon also set a very high indicator for the statistical process control of the final test phase: if any aspect of the chip is found to exhibit no Gaussian distribution, the chip will not be put into use even if the function of the chip is within specification.
Excellent product quality based on a stable production process
Process stability is a fundamental requirement for superior product quality. Process stability depends in part on the stability of the equipment and tools, and Infineon maintains this stability through a series of targeted plans. Infineon conducted a detailed analysis of the production equipment and tools used and shortened maintenance and calibration cycles to help assess and eliminate the risks associated with equipment failure. Consistent measures for automated process monitoring and control, as well as rapid quality measurement, enable relevant departments and personnel to strategically intervene in current and future production steps to overcome differences in production and ensure consistently high quality levels.
Achieve zero defect goals by continuously improving quality
The combined effect of all these measures has enabled Infineon to not only significantly reduce the frequency of defects, but also significantly speed up its learning. However, reducing the defect rate to zero does not only involve the actual production process. To achieve this ambitious goal requires a certain psychological quality, and employees' attitudes toward defects and fault management play an equally important role. Infineon requires employees at all levels to have an objective and uncompromising attitude towards product quality. It's easy to think of defects as mistakes or mistakes in a team or an employee, and to look at their solutions, but this is not appropriate in the semiconductor industry. The semiconductor industry manufactures highly complex products through processes involving hundreds of independent steps. These products are then used in a variety of applications depending on the materials used and programming, interacting with other systems in these applications, and sharing countless interfaces with these systems. It is almost impossible to completely eliminate failures and unwanted interactions in this complex system, so all relevant personnel should be seen as a scientific and engineering challenge rather than blaming or criticizing.
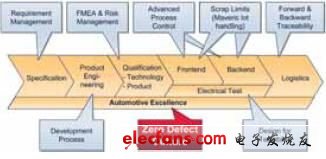
Figure 4 Example of quality inspection in semiconductor production, from chip design and development to production and testing.
And zero defect rates are achieved at all stages of sales and logistics. Adopting a systematic approach is the key to achieving zero defect rate
All in all, the above approach will have two effects: continuous improvement of quality makes Infineon a self-learning organization; its successful model of zero-defect system is spawning an unwillingness to tolerate defects and do everything possible to avoid defects. company culture. An entrepreneurial spirit based on zero defect rate is emerging, and the effects of these two aspects are spreading to other parts of the company, even to other areas outside the production field.
Adopting a systematic approach is the key to achieving zero defect rate
Infineon found that these measures have achieved remarkable results. In just two years, the company's million-chip zero-defect product ratio has doubled to 60%, while reducing the number of products with a defect rate of one in a million by 50%. Today, 95% of the products produced by the company for automotive electronic systems have a defect rate of less than one in a million.
MOSO UFO High Bay LED Driver have the character of high power factor, high efficiency, high reliability and high-precision constant current. The UFO led driver owns a complete of function, various specifications can meet more different parameter of customers` requirement.


MOSO Intelligent innovator UFO shape led power has the led driver industry ' s unique derating over temperature protection circuit , which can make the light power supply not easy suddenly happen the phenomenon of over - temperature and shutdown even under the harsh working environment , so as to ensure continuous illumination.
The efficiency of the led driver supply is high and the power consumption is small. Accordingly, the heat in the lamp is small, then it reduce the temperature rise of the lamp. It is more advantage to delay the light decay of LED.
This Circular high-bay lighting drivers creatively integrated limited power, 0~10V/PWM dimming, dali control is optional.
Dali Industrial Light LED Driver complied with CCC/CE/ENEC/UL/SAA/CB safety regulations. Surge immunity is DM-4KV,CM-6KV.
High Bay LED Driver,Waterproof High Bay LED Driver,Modern High Bay LED Driver,UFO High Bay LED Driver
Moso Electronics , http://www.mosoleddriver.com